












产品介绍
你是不是也受够了?
买全合成切削液时,销售吹得天花乱坠,结果用到产线上——工件锈蚀、泡沫淹槽、工人抱怨气味刺鼻、良品率下滑……
难道就没有简易的方法,不用专业仪器、不靠复杂检测,就能快速辨别全合成切削液差异?
现在,安美带你解锁 7个“超级简单且实用”的测试方法,随手就能做,好坏一眼辨,从此告别踩坑!
全文干货,强烈建议收藏转发,下次选购时直接对照!
0
1
摇一摇
泡沫消失快,才是实力派
配置5%浓度全合成切削液稀释液,装入透明瓶,拧紧盖子,正常力度上下摇15秒!

一眼辨好坏:静置观察,泡沫消失得越快,说明抗泡性越强,加工时不会泡沫泛滥。
0
2
滴油法
抗杂油能力,藏在这个动作里
将5%浓度全合成切削液稀释液静置在透明瓶中,往里滴适量的液压油或导轨油。

一眼辨好坏:油浮在全合成切削液表面、油水界限清晰=抗杂油能力强;迅速混合、油水界限模糊=抗杂油差,容易发臭变质!
0
3
静置观察
分层与否,决定稳定性
取全合成切削液原液静置24小时观察是否分层有杂质;再配好5%浓度稀释液,静置15分钟观察。
一眼辨好坏:如果稀释液出现分层、沉淀、浑浊,说明稳定性差,使用寿命短;均匀透亮才是好液的标配!
0
4
试纸测一测
有无“健康杀手”立马现形
将5%全合成切削液稀释液滴入亚硝酸盐检测试纸进行测试。

一眼辨好坏:试纸变红,则可判定含有含亚硝酸盐,越红含量越高!这类物质有害身体健康,选不含亚硝酸盐的切削液,保护工人健康。
0
5
消耗实验
少消耗的切削液才是真省钱
两杯同浓度同样容量的全合成切削液稀释液,各放入相同的钢棒,重复相同次数浸泡取出(切削液会粘附在样件上并滴在外面)。
一眼辨消耗:浸泡取出多次后,看剩余的全合成切削液量!剩得越多,说明全合成切削液粘附流失少,不易被零件和切屑带走消耗,长期使用更省成本!
0
6
浸泡防锈
能不能扛,时间说了算
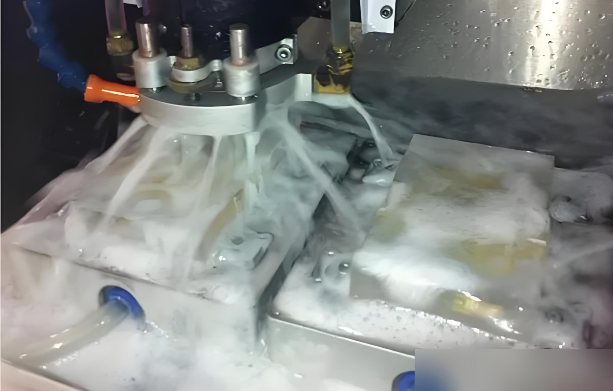
配置5%浓度全合成切削液稀释液适量,将加工后的零件(切削加工的加工面)浸泡在稀释液中(半小时到数小时,根据零件加工时间长短),取出放在空气中静置观察。

一眼辨好坏:全合成切削液3-5天不生锈是基本要求,防锈时间越长,工件库存与工序防锈越省心!
0
7
看一看、闻一闻
直觉也很准
调制5%浓度全合成切削液稀释液,记录调制比例。
看一看:是否清澈均匀?浑浊异样要警惕!
闻一闻:是否刺鼻难闻?气味重的常含劣质添加剂,长期使用危害健康和环境!
切削液是机床的“血液”,优质的全合成切削液能延长设备寿命、提升工件质量、降低综合成本!

如果你不想再费心测试对比,可以直接联系安美客服工程师,安美深耕行业23年,为您提供润滑保护一站式解决方案,其切削液保护刀具、配方环保、使用寿命长,是您降本增效的利器。
编辑|mo